直徑小于0.5的孔有什么加工方法?
1、線切割:此種工藝加工低于0.5mm的孔,孔徑周邊會有一些缺陷。由于線切割會產生一些油污等,需要后期清理,清洗要干凈。另外,線切割由于絲的快慢直接影響到孔徑的垂直邊的直線度,所以盡量用使用慢走絲加工。關鍵處在下刀和收刀口的銜接部份,需要后期毛剌的拋光處理。相對來說效率比較低,而且對于一些超薄材料的加工,不太適合。
2、激光加工低于0.5mm的孔比線切割的效率要快。但也存在加工的一些不足,比如:下刀和收刀口的棱邊處理。由于激光是通過光溫燒切材料,容易在孔徑的周邊存留一下殘渣,殘渣的顏色都是黑色,而且很難清理。激光加工的最小的孔可以達到0.1mm,甚至更小的孔。但是,放大N倍后,波浪紋的存在是其最大的缺陷。另外,激光加工低于0.5mm的孔容易通過高溫改變材料的性質,對于一些特殊材料的材料,容易產生影響。
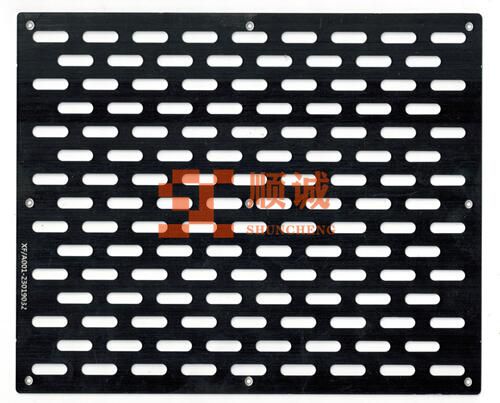
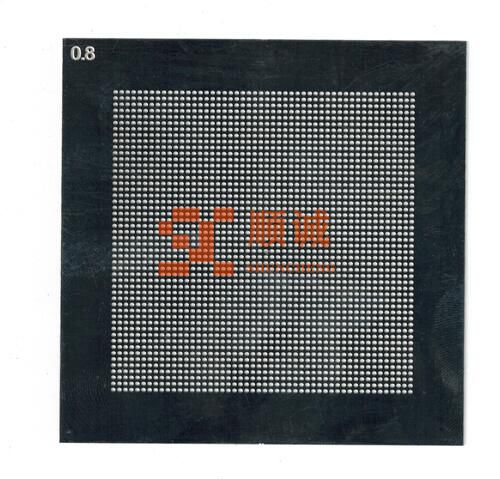
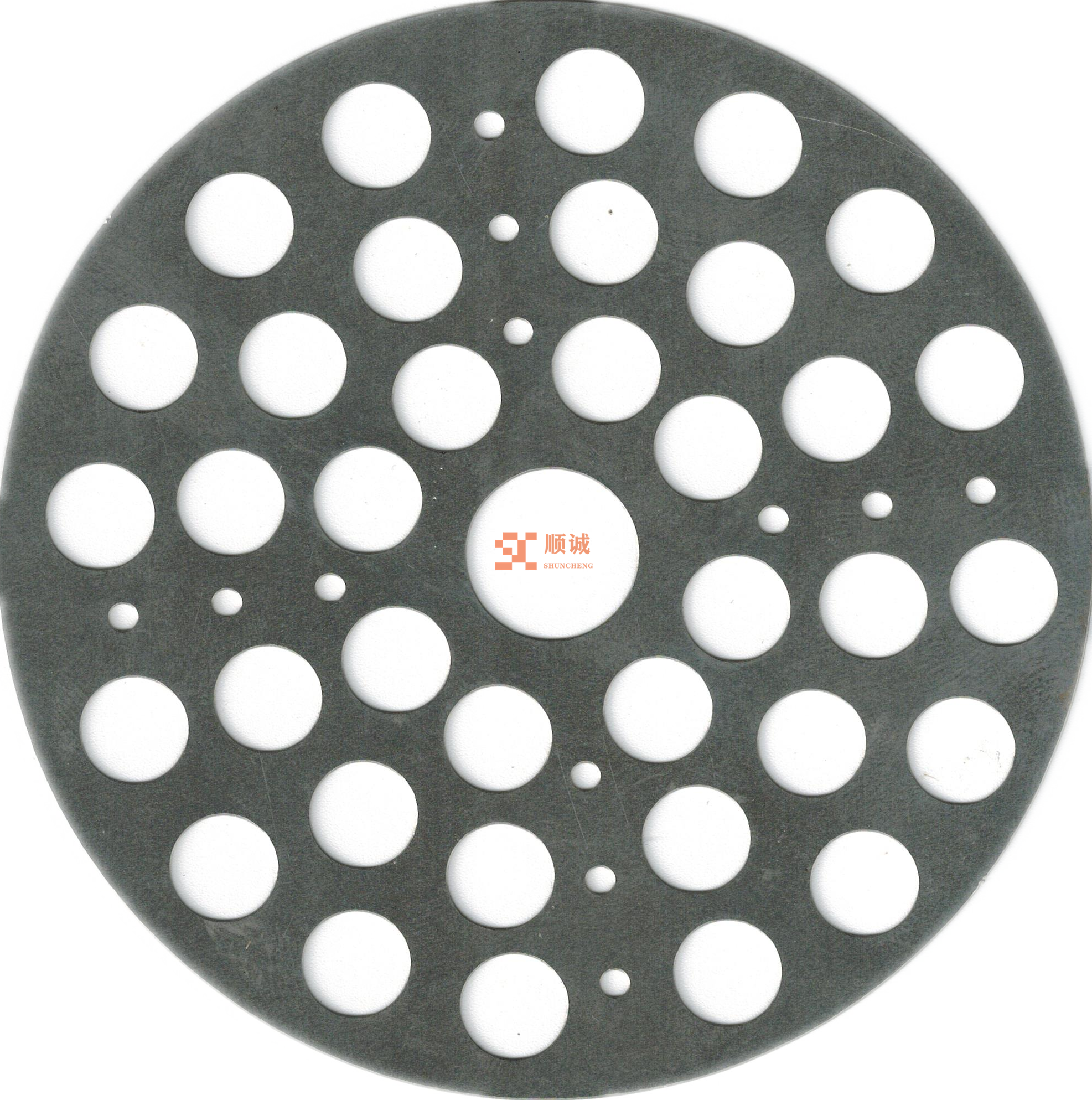
3、蝕刻工藝:材料厚度決定了必須使用哪種工藝。順誠五金蝕刻工藝能很好的解決低于1mm的孔生產問題。主要應用為:蝕刻工藝。這種工藝可以有效的和使用的材料厚度相配套,解決低于0.5mm的孔怎么加工的問題。特別是針對一些密集,公差要求高的小孔有很獨到的加工方式。加工后的小孔壁無毛剌,孔徑均勻,且真圓度好。當這種密集或不密集的小孔產品需要大批量生產時,蝕刻工藝也可以積極應對。
蝕刻工藝解決低于0.5mm的孔問題時,必不可少的環節需要受到材料厚度的限制。如:開直徑0.2mm小孔蝕刻加工的時候,使用的材料厚度必須在0.08mm左右,如厚度大于0.08mm的時候,就不適用蝕刻工藝來解決0.2mm小孔加工的問題了。因為,此時由于化學蝕刻的藥劑的擴張性無法滿足蝕刻量。